Провода обмоточные медные
| Диаметр но меди, мм | Сечение по меди, мм2 | Рабочий ток, А | Сопротив ление 1 м провода, Ом | ПЭЛ, ПЭВ 1, ПЭЛР-1 | пэлшо, пэлшко | ПБД. ПСД,
псдк |
|||||
| витков на длинг 1 см | витков в сечении 1 см» | витков на длине 1 см | витков в сечении 1 см2 | витков на длине 1 см | витков в сечении 1 см2 | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
| 0,05 | 0,00196 | 0,0049 | 87,9 | 128 | 13200 | 75 | 4510 | — | — | ||
| 0,06 | 0,00283 | 0,0071 | 61,1 | 112 | 10150 | 69 | 3840 | — | — | ||
| 0,07 | 0,00385 | 0,0096 | 44,9 | 100 | 8020 | 64 | 3310 | — | — | ||
| 0,08 | 0,00502 | 0,0125 | 34,4 | 90 | 6500 | 60 | 2880 | — | — | ||
| 0,09 | 0,00636 | 0,0159 | 27,2 | 81 | 5370 | 56 | 2530 | — | — | ||
| 0,10 | 0,00785 | 0,0196 | 21,9 | 73 | 4360 | 51 | 2120 | — | — _ | ||
| 0,11 | 0,00949 | 0,0237 | 182 | 68 | 3730 | 48 | 1890 | — | — | ||
| 0,12 | 0,0113 | 0,0282 | 15,3 | 63 | 3220 | 46 | 1700 | — | — | ||
| 0,13 | 0,0133 | 0,0331 | 13,1 | 59 | 2810 | 43 | 1540 | — | — | ||
| 0,14 | 0,0154 | 0,0384 | 11,2 | 55 | 2470 . | 41 | 1400 | — | — | ||
| 0,15 | 0,0176 | 0,0441 | 9,78 | 52 | 2190 | 40 | 1280 | 26 | 493 | ||
| 0,16 | 0,0201 | 0,0502 | 8,59 | 47 | 1800 | 38 | 1170 | 25 | 465 | ||
| 0,17 | 0,0227 | 0,0566 | 7,61 | 45 | 1620 | 36 | 1080 | 25 | 439 | ||
| 0,18 | 0,0254 | 0,0635 | 6,79 | 42 | 1470 | 35 | 990 | 24 | 416 | ||
| 0,19 | 0,0283 | 0,0708 | 6,09 | 40 | 1340 | 33 | 920 | 23 | 390 | ||
| 0,20 | 0,0314 | 0,0784 | 5,51 | 39 | 1220 | 32 | 850 | 23 | 370 | ||
| 0,21 | 0,0346 | 0,0864 | 4,98 | 37 | 1120 | 31 | 800 | 22 | 350 | ||
| 0,23 | 0,0415 | 0,104 | 4,16 | 33 | 890 | 28 | 630 | 20 | 308 | ||
| 0,25 | 0,0491 | 0,123 | 3,52 | 31 | 770 | 26 | 560 | 20 | 281 | ||
| 0,27 | 0,0572 | 0,143 | 3,02 | 29 | 670 | 24 | 470 | 19 | 258 | ||
| 0,29 | 0,0660 | 0,165 | 2,62 | 27 | 596 | 23 | 427 | 18 | 237 | ||
| 0,31 | 0,0754 | 0,188 | 2,29 | 25 | 530 | 21 | 377 | 17 | 219 | ||
| 0,33 | 0,0855 | 0,213 | 2,02 | 24 | 474 | 20 | 343 | 16 | 202 | ||
| 0,35 | 0,0962 | 0,240 | 1,79 | 23 | 427 | 19 | 307 | 15 | 175 | ||
| 0,38 | 0,113 | 0,283 | 1,52 | 21 | 368 | 18 | 270 | 15 | 158 | ||
| 0,41 | 0,132 | 0,329 | 1,31 | 20 | 320 | 17 | 240 | 14 | 143 | ||
| 0,44 | 0,152 | 0,379 | 1,14 | 18 | 282 | 16 | 214 | 13 | 130 | ||
| 0,47 | 0,173 | 0,433 | 0,996 | 17 | 249 | 15 | 193 | 13 | 119 | ||
| 0,49 | 0,188 | 0,471 | 0,916 | 16 | 230 | 15 | 180 | 12 | 113 | ||
| 0,51 | 0,204 | 0,510 | 0,846 | 16 | 207 | 14 | 166 | 12 | 106 | ||
| 0,53 | 0.221 | 0,551 | 0,783 | 15 | 193 | 13 | 151 | 12 | 101 | ||
| 0,55 | 0,237 | 0,593 | 0,727 | 15 | 180 | 13 | 142 | И | 96 | ||
| 0,57 | 0,255 | 0,Ь37 | 0,677 | 14 | 169 | 12 | 134 | 11 | 91 | ||
| 0,59 | 0,273 | 0,682 | 0,632 | 14 | 158 | 12 | 127 | 11 | 86 | ||
| 0,62 | 0,302 | 0,753 | 0,572 | 13 | 144 | 12 | 117 | 10 | 80 | ||
| 0,64 | 0,322 | 0,803 | 0,537 | 13 | 136 | 11 | 111 | 10 | 77 | ||
| 0,67 | 0,352 | 0,880 | 0,490 | 12 | 125 | 11 | 102 | 10 | 72 | ||
| 0,69 | 0,374 | 0,933 | 0,462 | 12 | 118 | 11 | 97 | 9 | 68 | ||
| 0,72 | 0,407 | 1,02 | 0,424 | 11 | 106 | 10 | 91 | 9 | 58. | ||
| 0,74 | 0,430 | 1,07 | 0,402 | 11 | 101 | 10 | 86 | 8 | 55 | ||
| 0,77 | 0,465 | 1,16 | 0,371 | 10 | 94 | 10 | 81 | 8 | 52 | ||
| 0,80 | 0,502 | 1,25 | 0,344 | 10 | 87 | 9 | 75 | 8 | 49 | ||
| 0,83 | 0,541 | 1,35 | 0319 | 10 | 82 | 9 | 71 | 8 | 47 | ||
| 0,86 | 0,581 | 1,45 | 0,297 | 9 | 78 | 9 | 66 | 7 | 44 | ||
| 0,90 | 0,636 | 1,59 | 0,272 | 9 | 70 | 8 | 61 | 7 | 41 | ||
| 0,93 | 0,679 | 1,69 | 0,254 | 9 | 66 | 8 | 58 | 7 | 39 | ||
| 0,96 | 0,723 | 1,81 | 0,239 | 8 | 62 | 8 | 55 | 7 | 37 | ||
| 1,00 | 0,785 | 1,96 | 0,220 | 8 | 55 | 7 | 51 | 7 | 35 | ||
| 1.04 | 0,849 | 2,12 | 0,203 | 8 | 51 | 7 | 47 | 6 | 33 | ||
| 1,08 | 0,916 | 2,29 | 0,189 | 7 | 48 | 7 | 44 | 6 | 31 | ||
| 1,12 | 0,985 | 2,46 | 0,175 | 7 | 45 | 7 | 41 | 6 | 28 | ||
| 1,16 | 1,06 | 2,64 | 0,163 | 7 | 42 | 6 | 38 | 6 | 27 | ||
| 1,20 | 1,13 | 2,82 | 0,153 | 7 | 39 | 6 | 36 | 6 | 26 | ||
| 1,25 | 1,23 | 3,06 | 0,141 | 6 | 36 | 6 | 33 | 5 | 24 | ||
| 1,30 | 1,33 | 3,31 | 0,130 | 6 | 34 | 6 | 31 | 5 | 2Э | ||
| 1,35 | 1,43 | 3,57 | 0,121 | 6 | 31 | 6 | 29 | 5 | 21 | ||
| 1,40 | 1,54 | 3,84 | 0,112 | 6 | 29 | 5 | 27 | 5 | 20 | ||
| 1,45 | 1,65 | 4,12 | 0,105 | 5 | 27 | 5 | 25 | 5 | 19 | ||
| 1,50 | 1,77 | 4,41 | 0,0978 | 5 | 25 | 5 | 24 | 5 | 18 | ||
| 1,55 | 1,89 | 4,71 | 0,0916 | 5 | 24 | 5 | 22 | 4 | 17 | ||
| 1,62 | 2,06 | 5,14 | 0,0838 | 5 | 22 | 5 | 21 | 4 | 15 | ||
| 1,68 | 2,22 | 5,53 | 0,0779 | 5 | 20 | 4 | 19 | 4 | 14 | ||
| 1,74 | 2,38 | 5,93 | 0,0727 | 4 | 19 | 4 | 18 | 4 | 14 | ||
| 1,81 | 2,57 | 6,42 | 0,0672 | 4 | 18 | 4 | 17 | 4 | 13 | ||
| 1,88 | 2,77 | 6,93 | 0,0622 | 4 | 16 | 4 | 16 | 4 | 12 | ||
| 1,95 | 2,96 | 7,45 | 0,0579 | 4 | 15 | 4 | 14 | 4 | 11 | ||
| 2,02 | 3,20 | 8,00 | 0,0539 | 4 | 14 | 4 | 13 | 3 | 10 | ||
| Таблица 4. Провода обмоточные высокочастотные (литцендрат) | |||||||||||
| Диаметр проволоки, мм | Число проволок в пучке | Диаметр провода, мм | Сечение по меди, мм1 | Сопротивление 1 к провода, Ом | |||||||
| ЛЭЛО,
лэшо |
лэл | лэлд, лэшд | лэп | лэп ко | |||||||
| 0,05 | 10 | 0,32 | 0,25 | 0,38 | 0,0196 | 1,01 | |||||
| 16 | 0,38 | 0,31 | 0,44 | — | — | 0,0314 | 0,634 | ||||
| 20 | 0,41 | 0,34 | 0,47 | — | — | 0,0392 | 0,507 | ||||
| 0,07 | 7 | 0,34 | — | — | — | — | 0,0269 | 0,760 | |||
| 8 | 0,36 | 0,29 | 0,42 | 0,35 | 0,40 | 0,0308 | 0,624 | ||||
| 10 | 0,40 | 0,39 | 0,46 | 0,39 | 0,44 | 0,0385 | 0,499 | ||||
| 12 | 0,42 | — | 0,48 | 0,42 | 0,47 | 0,0462 | 0,416 | ||||
| 16 | 0,47 | — | 0,54 | 0,47 | 0,52 | 0,0616 | 0,312 | ||||
| 20 | 0,52 | — | 0,59 | 0,53 | 0,57 | 0,077 | 0,249 | ||||
| 27 | 0,58 | — | 0,65 | — | — | 0,104 | 0,19 | ||||
| 32 | 0,63 | — | 0,70 | — | — | 0,123 | 0,161 | ||||
| 0,10 | 9 | 0,51 | 0,44 | 0,58 | 0,48 | 0,53 | 0,071 | 0,276 | |||
| 12 | 0,57 | 0,50 | 0,64 | 0,54 | 0,59 | 0,094 | 0,207 | ||||
| 16 | 0,64 | 0,57 | 0,71 | 0,61 | 0,66 | 0,126 | 0,155 | ||||
| 21 | 0,71 | 0,64 | 0,78 | 0,69 | 0,73 | 0,165 | 0,118 | ||||
| 28 | 0,81 | 0,74 | 0,88 | 0,80 | 0,84 | 0,22 | 0,091 | ||||
Примечания 1. Число витков в сечении 1 см1 сильно зависит от плотности намотки, числа и толщины межслойных прокладок 2 Провода с волокнистой изоляцией ПСД ПСДК выпускают, начиная с диаметра 0,23 мм
Таблица 5. Легкоплавкие и мягкие припои (состав по весу)
|
Припой |
Олово, % |
Висмут, % |
Свинец, % |
Кадмий, % |
Температура плавления, °С |
Примечание |
|
Сплав Вуда |
12,5 |
50 |
25 |
12,5 |
68 |
Лужение печатных плат |
|
Сплав Липо-витца |
12,9 |
49,4 |
27,7 |
10 |
70 |
То же |
|
Сплав Д'Арсе |
9,6 |
45,3 |
45,1 |
— |
79 |
— » — |
|
Сплав Розе |
25 |
50 |
25 |
— |
94 |
— » — |
|
ПОСВ-32-15-53 |
32 |
53 |
15 |
— |
96 |
— » — |
|
ПОСВ-33 |
33,4 |
33,3 |
33,3 |
130 |
Лужение печатных плат и пайка выводов микросхем |
|
|
ПОСК-50-18 |
49,8 |
— |
32 |
18,2 |
145 |
То же |
|
ПОС-61 |
61 |
— |
39 |
— |
190 |
Лужение печатных плат и пайка выводов дискретных компонентов и микросхем |
|
ПОССу-61-0,5 |
61 |
— |
38,5 |
— |
189 |
То же |
2. В припой ПОССу-61-0,5 дополнительно вводят 0,5% сурьмы.
3. С припоями ПОС-40 и ПОС-30 при пайке повышенной прочности деталей из черных в цветных металлов используются флюсы-пасты: канифоль светлая 16%, хлористый цинк в порошке 4%, вазелин технический 80% (после пайки промыть соединение спиртом); насыщенный раствор хлористого цинка 3,7%, вазелин технический 96,3% (после пайки соединение промыть горячей водой).
4. С припоем ПОСВ-33 лучше всего использовать флюс ЛТИ-120: спирт-сырец 63 — 74%, канифоль светлая 20 — 25%, триэтаноламин 1 — 2%, диэтиламин солянокислый 3 — 5% (остатки флюса смывать необязательно). Флюс пригоден для пайки других металлов, включая нихром, константан и др.
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ ВЫПОЛНЕНИЯ ЭЛЕКТРОМОНТАЖНЫХ РАБОТ
Основной инструмент для выполнения электромонтажных работ — электрический паяльник. Радиолюбители используют обычно электрические паяльники с непрерывным и импульсным нагревателями. Чтобы получить высококачественные электромонтажные соединения, необходимо выполнять основные правила пайки.
Размеры и форма жала паяльника и температура его нагрева должны соответствовать размерам и конфигурации спаиваемых деталей и температуре плавления припоя. Поскольку в практике радиолюбителя встречается большое разнообразие видов иаяльных работ, приходится использовать несколько типов паяльников с жалами различной формы и размеров.
Для выполнения большинства электромонтажных соединений выводов дискретных радиодеталей можно рекомендовать паяльник средней мощности ПСН-40 на 40 Вт. Он имеет двусторонне заточенное медное никелированное жало диаметром 6 мм и длиной 40 мм. Для монтажа миниатюрных радиодеталей и интегральных микросхем следует использовать малогабаритный низковольтный паяльник на напряжение 36 В и мощностью 25 Вт, питаемый от сети 220 В через добавочное устройство П223, содержащее гасящий конденсатор. Односторонне заточенное никелированное жало паяльника имеет диаметр 4 мм и длину 25 мм.
Для пайки крупных деталей применяют паяльник ПСН-100 мощностью 100 Вт. Он имеет два сменных жала из красной меди (прямое и изогнутое) диаметром 8 мм и длиной 60 мм. Универсальным является импульсный паяльник ПСИ-65 мощностью 65 Вт, которым можно паять и крупногабаритные, и мелкие элементы. Жало этого паяльника из медной никелированной проволоки изогнуто в виде П-образной петли. В его корпус, выполненный в виде пистолета, встроена небольшая лампа для освещения места пайки. Жало паяльника после нажатия на кнопку-урок выключателя нагревается очень быстро. Внешний вид некоторых типов паяльников показан на рис. 5.
Нагреватели всех паяльников рассчитывают так, чтобы надежно обеспечить расплавление припоя даже при пониженном напряжении в сети.
Если они включены надолго при нормальном или повышенном напряжении, то, как правило, работают с перегревом. Из-за этого припой на ж,але быстро окисляется, место пайки и припаиваемые элементы перегреваются, качество пайки ухудшается. Чтобы этого не допустить, надо включать паяльник через малогабаритные лабораторные автотрансформаторы (ЛАТРы), реостаты, балластные лампы и другие устройства, посредством которых можно регулировать температуру жала работающего паяльника.
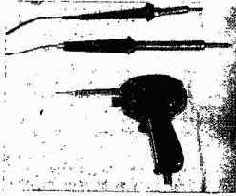
Рис. 5. Электрические паяльники (сверху вниз): малогабаритный на 25 Вт для пайки миниатюрных радиодеталей и микросхем, ПСН на 40. Вт, импульсный паяльник
Новый паяльник сначала «обжигают», чтобы в нем выгорели нитки, различные включения в асбесте, масляное покрытие и т. п. Для этого достаточно включить паяльник на 1 — 2 ч, лучше всего на открытом воздухе, так как при «обжиге» выделяется много едкого дыма. Затем жало паяльника облужи-вают, для чего включают паяльник в сеть и через 5 — 10 мин погружают жало в канифоль, а затем в припой. Жало должно равномерно облудиться (покрыться слоем припоя). Если жало покрылось окалиной и припоем не омачивается, его после нагрева надо быстро запилить старым плоским напильникам с мелкой насечкой и сразу же облудить. При использовании комбинированного припоя в виде проволоки с канифольным наполнением дополнительной канифоли чаще всего не требуется.
Для паяльника необходимо изготовить подставку (рис. 6) с коробкой для канифоли и припоя. Подставка должна быть устойчивой, иначе не исключены аорча стола, ожоги и опасность пожара. К подставке прикрепляют массивную металлическую пластину. Часто в подставке мслтируют устройства для регулирования температуры жала паяльника.

Рис. 6. Подставки для паяльников (слева направо): штампованная для малогабаритного паяльника, складная в виде коробки с отделениями для канифоли и припоя, стационарная подставка из штампованных алюминиевых деталей
Правильную эксплуатационную температуру жала паяльника подбирают следующим образом.
Паяльник с предварительно облуженным жалом включают на пониженное напряжение и прогревают в течение 10 — 15 мин, а затем делают пробную пайку. Если припой плавится плохо и имеет вид тестообразной массы, то напряжение увеличивают. Выполнив последовательно несколько паек « каждый раз увеличивая температуру жала, выбирают такое напряжение питания, при котором прибой легко плавится и хорошо растекается по месту пайки, сохраняя блестящую поверхность.
Для выполнения электромонтажных работ, кроме паяльника на подставке «(желательно с встроенным регулятором температуры жала), необходимы пинцет, приспособление, часто называемое «третьей рукой», различные теплоотводы, насадки для специальных монтажных работ, приспособления для освещения места пайки, боковые кусачки, круглогубцы и плоскогубцы.
Выше уже говорилось о том, что регуляторы напряжения питания паяльника часто собирают в подставке. Схема одного из таких устройств изображена на рис. 7. Когда паяльник снимают с подставки, левое ллечо рычага под действием пружины опускается и замыкает контакты выключателя В1. Диод Д1 замыкается накоротко, и на паяльник поступает полное напряжение сети. Когда же паяльник лежит на подставке, опираясь на правое плечо рычага, левое плечо приподнято, разомкнуты контакты — В1 и последовательно с паяльником включен диод. В этом случае эффективное напряжение, приложенное к паяльнику, понижено и он нагревается значительно слабее.
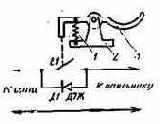
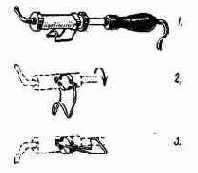
Рис. 7. Электрическая схема контактно-гасящего устройства подставки паяльника: 1 — пружина; 2 — опора; 3 — рычаг
Рис. 8. Проволочная подставка, прикрепленная к паяльнику: 1 — при лежащем паяльнике; 1 и 3 — при поднятом и повернутом паяльнике
Удобны также подставки, укрепленные непосредственно на паяльнике. Один из вариантов конструкции такой подставки (рис. 8) состоит из металлическог хомутика и проволочной ножки. Хомуток фиксируют на кожухе нагревателя паяльника. Ножка может поворачиваться относительно хомутика и в развернутом положении служит собственно подставкой, а в сложенном — прижимается вплотную к паяльнику, практически не увеличивая его габаритов.
Другой вариант подставки представляет собой пластину из дюралюминия, прикрепленную к ручке паяльника двумя шурупами. Такая подставка удобна тем, что она всегда с паяльником, на нее можно наматывать шнур, паяльник в собранном виде легко повесить на гвоздь.
Настольную подставку для паяльника используют как стретью руку», если1 прикрепить к ней лабораторный зажим «крокодил». В нем можно фиксировать спаиваемые детали в наиболее удобном положении. Можно укрепить на подставке несколько зажимов под разными углами, что создаст дополнительные удобства при выполнении электромонтажных работ.

Рис. 9. Приспособление для снятия по-ливинилхлоридной или полиэтиленовой изоляции с монтажных проводов: в — «флажок»; б — крепление «флажка» к жалу паяльника
Простое приспособление к электропаяльнику (рис. 9) позволяет быстро и удобно снимать поливинилхлоридную изоляционную оболочку с монтажного-провода. Из белой жести, листовой латуни или меди толщиной 0,2 — 0,4 мм вырезают заготовку флажка. Выступом заготовку на 2 — 3 мм вставляют под зажимное кольцо и обжимают вокруг жала паяльника. Для снятия изоляция1 провод вкладывают в клинообразный вырез приспособления (разумеется, при включенном паяльнике) и вращают несколько раз между пальцами. После этого изоляция с лровода легко снимается по кольцевому «надрезу». Если нужно-освободить от изоляций участок посредине провода, то делают два кольцевые «надреза» на нужном расстоянии, острием приспособления проводят от одного «надреза» до другого и снимают изоляцию.
Отечественная промышленность выпускает для радиолюбителей «Набор радиомонтажный № 2» (см. «Радио», 1979, № 4, с. 63), в который входят малогабаритный низковольтный паяльник ПСН 25-24 В с подставкой и блок питания БПС 220/127-9/12. Паяльник имеет сменное никелированное жало, напряжение питания можно регулировать в пределах 19 — 27 В Блок питания выдает стабилизированное напряжение 9 или 12 В при токе нагрузки 0,2 А. В блоке есть система защиты от перегрузки, срабатывающая при токе более 0,24±0,02 А.
Многие радиолюбители встречают затруднения в приобретении малогаба ритного заводского паяльника, или же по разным причинам готовые паяльники их не устраивают. Это заставляет многих своими силами изготовлять себе миниатюрные паяльники либо дорабатывать заводские. Самым простым и эффективным приемом доработки заводского паяльника является переточка его жала. Для этого надо взять обычный паяльник мощностью 40 Вт, у которого легко вынимается жало Жало протачивают на токарном станке так, чтобы выступающая часть имела длину около 20 мм при диаметре 2 — 2,5 мм. Переход от малою диаметра к большому должен быть плавным. Конец жала затачивают навильником с двух или одной стороны и никелируют, чтобы повысить его стойкость к обгоранию.
Установив жало на место, включают паяльник в сеть через балластный резистор, сопротивление которого подбирают так, чтобы температура жала была близка к оптимальной. Лучше всего в качестве балластного попользовать резистор ПЭВР (проволочный эмалированный с жесткими выводами, регулируемый). Во многих случаях необходимо «заземлять» корпус паяльника. Несмотря на то, что паяльники заводского изготовления рассчитаны на «заземление», целесообразно в таких случаях питать паяльник через разделительный трансформатор с надежной межобмоточной изоляцией.
К паяльнику «Момент» удобно изготовить набор сменных нагревательных петель из медной проволоки диаметром 1,5 — 2,2 мм. Для демонтажа интегральных микросхем нужны петли такой формы, которые позволят распаивать сразу все выводы. Самодельный паяльник, подобный заводскому «Моменту», нетрудно изготовить самому. Основой его является дроссель фильтра выпрямителя телевизоров (например, от УНТ-47/59, УНТ-47/59-I или УНТ-47/59-П-1) нли маломощный трансформатор с магнитопроводом сечением не менее 5 см2 и обмоткой из 1100 — 1200 витков провода ПЭВ-2 диаметром 0,31 мм.
На катушке должно быть достаточно места для размещения обмоток для лампы подсветки и нагревателя (их общая радиальная толщина около 2,5 — 3 мм).
Обмотка для питания лампы подсветки содержит 30 — 35 витков провода ПЭВ-1 диаметром 0,32 — 0,4 мм. Обмотка для питания нагревателя выполнена из медной шины прямоугольного сечения 13x2 мм Общая длина шины около 650 мм. Число витков обмотки 2. Шина вырезана из листовой меди и для удобства намотки должна иметь два уступа (расстояние от левого конца шины до первого уступа около 320 мм, а от правого до второго — около 130 мм). Перед тем, как начинать вырезать шину, следует сделать ее модель из картона и на ней уточнить необходимые размеры. К выступающим концам обмотки (их длина должна быть 100 — 120 мм) крепят двумя винтами М4 проволочное жало-нагреватель в виде петле из медной проволоки диаметром
2 — 2,5 мм. Если в паяльнике использован дроссель со штампованными пластинами, то магнитопровод трансформатора нужно собирать вперекрынжу. Иа ленточного разрезного магнитопровода достаточно удалить прокладку.
Ручку с микровыключателем выпиливают из фанеры. Защитный кожух проще всего сделать из синтетической ткани, промазанной клеем БФ-2. Необходимо (предусмотреть «заземление» обмотки нагревателя.
Более совершенные и удобные конструкции самодельных миниатюрных паяльников были подробно описаны в журнале «Радио». Ниже помещено краткое описание двух иа них (ом. «Радио», 1978, № 3, с. 46).
Устройство паяльника с внутренним нагревателем показано на рис. 10. Обмотка нагревателя намотана на керамической трубке 1, на которой абразивным бруском протачивают канавки и лыску, как показано на рисунке. Медное жало 2 имеет цилиндрическую полость, в которой размещают нагреватель. Жало желательно снаружи никелировать. Держатель 3 жала согнут в виде трубки из жести толщиной 0,35 мм я имеет специальную выдавку для фиксации жала. Для более надежного крепления жала на держатель надевают пружину 4. Фасонный деревянный фланец 5 насажен с помощью клея на ручку 6, склеенную из плотной бумаги. Резиновая втулка 7 предохраняет провода шнура от чрезмерных изгибов и выдергивания из ручки.
Последовательность сборки паяльника такова. К трубке нагревателя со стороны лыски проволочным бандажом прикрепляют вывод, скрученный нэ трех — четырех нихромовых проводников диаметром 0,1 мм и длиной 120 — 130 мм. Конец второго вывода скатывают в плотный шарик такого диаметра, чтобы он не проходил в отверстие трубки. Защищенный от изоляции на длине 140 мм конец нихромового провода диаметром 0,1 мм обвивают вокруг второго вывода по всей его длине и вводят его в отверстие каркаса до упора шарика. Через радиальную канавжу провод выводят на поверхность трубки и наматывают нагреватель плотно, виток к витку, в один слой. Зачищают от изоляции на длине 140 мм конец обмотки и обвивают вокруг прикрепленного к льюке вывода, начиная от бандажа. Сопротивление холодного нагревателя должно быть около 130 Ом.
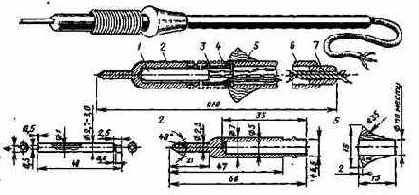
Рис. 10. Паяльник с внутренним нагревателен
Далее приготовляют огнеупорную изоляционную пасту (ее требуется около 4 г). Она состоит из 100 частей (по весу) мелко растертого белого речного песка, 20 частей жидкого стекла (силикатного клея), 2 частей сахарной пудры 4 частей 20%-ного раствора едкого натра. Все компоненты тщательно растирают в ступке до сметанообразного состояния.
На нагреватель надевают отрезок трубки из стекловолокна, заправляют внутрь ее излишки со стороны, противоположной выводам, и обильно пропитывают пастой. На половину глубины заполняют пастой отверстие в жале и вставляют в него нагреватель. Выдавленные наружу излишки пасты удаляют. Затеи в течение суток узел подсушивают при температуре 40 — 50° С. Ручку в оклеивают на гладкой оправке клеем БФ-2. Примерно на одной трети толщины стенки вклеивают в нее держатель 3 на глубину 8 — 10 мм. После высыхания ручки на нее плотно насаживают на клею фланец 5.
Надевают на выводы (их два — три от нагревателя и один от жала) керамические изоляторы, вставляют в ручку трехпроводный шнур питания, соединяют его с выводами нагревателя, вставляют жало в держатель и надевают снаружи пружину.
Еще раз проверяют сопротивление нагревателя, контакт провода «заземления» жала и, постепенно увеличивая напряжение питания до 36 В, проводят пробные пайки. Если все в порядке, окончательно фиксируют шнур в ручке втулкой 7. Мощность паяльника около 10 Вт.
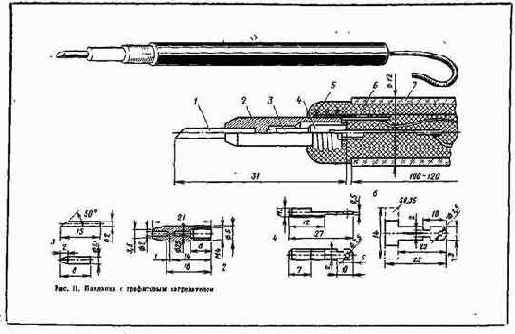
Конструкция паяльника с графитовым нагревателем показана на рис. 11. Жало 1 из медной проволоки диаметром 2 мм туго вставлено в корпус 2 го-лоэки. Нагревателем служит отрезок 3 пишущего стержня карандаша твердостью ТМ. Взяв стержень длиной 3 — 5 ом, прогревают его током в течение 2 — 3 мин при яркокрасиом калении. После этого на наружной поверхности стержня образуется прочный изоляционный слой нагара бурого цвета. Этот стержень — заготовка для нагревателя. Вывод 4 нагревателя вытачивают из длинного стального вянта МЗ. Пружина 5 обеспечивает надежный контакт вывода 6 с корпусом головки. Ручка 7 выполнена из стеклянной трубки.
Собирают паяльник следующим образом. Небольшой комок рыхлого асбеста пропитывают силикатным клеем и вкладывают как пробку в резьбовое отверстие корпуса 2. Проколов в центре пробки толстой иглой отверстие, расширяют его и осторожно ввинчивают слегка смазанный минеральным маслом резьбовой вывод 4. После прогрева корпуса в течение 2 — 3 мин мощным паяльником из асбестовой пробки получается прочная изолирующая втулка. Вывинчивают резьбовой вывод 4, очищают канал нагревательного элемента от излишков асбеста и клея и вставляют нагревательный элемент.
От заготовки нагревателя отрезают часть необходимой длины, один конец затачивают на конус и вставляют в корпус. Обезжиривают резьбу на выводе 4, смазывают ее силикатным клеем и с небольшим усилием ввинчивают на место. Сопротивление головки, измеренное между выводами, должно быть в пределах 2 — 3 Ом. В течение 2 — 3 ч просушивают головку, подключив ее к напряжению 3 — 4 В. Затем обматывают головку со стороны выводов асбестом, пропитанным силикатным клеем, и вставляют в стеклянную или фторопластовую трубку. После просушки корпуса паяльник готов к работе.Его напряжение витания 3 — 4 В при мощности около 5 Вт. Паяльник следует питать от понижающего трансформатора с надежной изоляцией обмоток, так как один з №о выводов соединен с жалом.
Один из вариантов использования обычного электропаяльника мощностью 40 — 50 Вт для монтажа малогабаритных радиодеталей и микросхем показан на рис. 12. Съемная насадка на жало паяльника изготовлена из меди и фиксирована винтом.
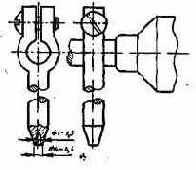
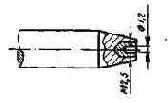
Рис. 12. Съемная насадка для монтажа малогабаритных деталей
