Основные характеристики изоляционных материалов
| Материал | Плотность, г/см3 | Сопротивление разрыву * | Твердость * | Рабочая температура, °С | Диэлектрическая проницаемость | Тангенс
тла потерь |
| Фторопласт-4 | 2,2 | 0,23 | 0,14 | от — 60 до +250 | 2,1 | 0,0002 |
| Смола полиамидная | 1,1 | 0,56 | 0,48 | от — 50 до +100 | 4 | 0,03 |
| Полистирол | 1,1 | 1,9 | 1,2 | от — 50 до +60 | 2,6 | 0,0003 |
| Полиэтилен | 0,9 | 1,1 | 1,7 | от — 60 до +80 | 2,4 | 0,02 |
| Текстолит | 1,5 | 0,73 | 1,2 | от — 60 до +105 | 8 | 0,07 |
| Стеклотекстолит | 1,6 | 1,6 | 1,3 | от — 60 до +155 | 5 | 0,015 |
| Гетинакс | 1,4 | 1 | 1 | от — 60 до +105 | 7 | 0,06 |
| Стекло органическое | 1,2 | 0,7 | 0,88 | от — 60 до +60 | 3 | 0,03 |
| Лента поливинил-хлоридная (изоляционная) | 1,4 | |||||
| Трубки поливиниловые пластиковые | 1,4 | 0,17 | — | — | 4,3 | 0,01 |
| Пенопласт | 0,1 — 0,2 | 0,04 | — | от — 20 до +60 | 1,8 | 0,02 |
* По отношению к гетинаксу.
Эпоксидные немодифицированные компаунды (смолы) холодного отверждения Д-6, Д-8, Д-9 и Д-9а используют для склеивания черных и цветных металлов, феррита, керамики, многих видов пластмасс, а также очень многих других материалов. Эпоксидная смола является наилучшим клеем для соединения пенопластов между собой и с металлами. Режим отверждения для Д-6 и Д-9а: 30 — 24 ч при температуре 20 — 25° С; для Д-8 и Д-9, 5 — 7 ч при температуре 70° С. Не рекомендуется применять эпоксидные смолы для склеивания органического стекла и полиамидных материалов, так как для этих материалов прочность клеевого шва недостаточна.
Клей карбинольный (винилкарбинольный) предназначен для склеивания металлических и неметаллических материалов, устойчив к действию микроорганизмов и нефтяных масел. Применяется с наполнителем — портландцементом, окисью цинка, асбестом, гипсом, порошками металлов. Режим отверждения: 24 ч при температуре 20° С или 6 ч при температуре 50 — 70° С.
Резиновый клей 88Н используют для склеивания резины с другими материалами. Стоек к морской воде и тропической влажности. Наносят его на склеиваемые поверхности в два тонких слоя с промежуточной сушкой на воздухе. Сушат при давлении 0,01 — 0,1 МПа и температуре 20° С в течение 24 ч или при 40° С в течение 6 ч, а при 60 — 80° С в течение 4 ч. Подсохший клей разбавляют смесью этилацетата и бензина (1:1 по объему).
Резиновый клей ЛН применяют для склеивания бессернистой резины с металлами и пластиками, ферритов между собой и с металлами. Клей наносят на соединяемые поверхности тремя слоями (сушка первого слоя 4 — 8 ч, последующих — 25 — 30 мин). Окончательная сушка при температуре 70° С в течение 7 ч.
Мастику ЛН получают из клея ЛН путем добавления наполнителя — двуокиси титана. Используют ее для фиксации монтажных проводов, жгутов и отдельных деталей к шасси из алюминиевых и магниевых сплавов, к платам приборов. Мастика эластична, виброударопрочна, допускает легкий демонтаж без разрушения элементов. Высыхание мастики происходит при температуре 20° С в течение 48 ч (или по температуре 40 — 70° С в течение 15 — 7 ч).
Клей ПВА (поливинилацетатный склеивает детали из пенополиуретанов и пенопластов (сушить при температуре 15 — 25° С в течение 24 ч).
Лакокрасочные материалы и грунты в настоящее время промышленность выпускает в очень широком ассортименте. Перечислить их марки трудно, поэтому кратко охарактеризуем лишь основные группы и области их применения, на основании чего радиолюбитель сам сможет выбрать необходимый ему материал.
Лаки представляют собой растворы пленкообразующих веществ в органических растворителях. После высыхания растворителя на поверхности изделия остается прозрачная или непрозрачная, бесцветная или окрашенная пленка лака. Эмали отличаются от лаков тем, что содержат в своем составе пигментирующие вещества, которые обеспечивают получение цветной непрозрачной пленки на поверхности изделия.
Подавляющее большинство лакокрасочных материалов требуют обязательного предварительного нанесения на поверхность детали специальных составов — грунтов, обладающих хорошей адгезией и обеспечивающих высокое качество лакокрасочного покрытия. Если грунт в таких покрытиях не применять, то лакокрасочное покрытие разрушится быстрее.
В качестве грунтов используют специальные жидкие составы, в которых наполнитель после высыхания растворителя образует на поверхности изделия относительно толстую прочную защитную пленку (обычно коричневого цвета). Готовые грунты в -аэрозольной упаковке наиболее удобны. Для заделки царапин, трещин и других дефектов поверхность после грунтовки шпаклюют. Шпаклевка имеет вид тестообразной массы, наносят ее шпателем.
В настоящее время выпускают много лаков, эмалей, грунтов в аэрозоль-вой упаковке, что существенно упрощает процесс их нанесения, однако делать это следует на улице и в летнее время, так как мелкие капли краски оседают в комнате на стенах и мебели. Кроме того, эта работа требует осторожности в пожарном отношении.
Краски масляные образуют покрытия, надежно защищающие материал в различных условиях, оговоренных на этикетке, дешевы, могут использоваться без грунта. Сохнут они относительно медленно. Эмали масляные, глифталевые и пентафталевые позволяют получить более прочное покрытие, чем у масляных красок, но требуют грунтовки. Они быстро сохнут, их можно наносить пульверизатором (масляные краски наносят кистью).
Эмали нитроцеллюлоэные применяют для покрытия изделий, работающих только в помещениях. Их можно наносить без грунта. Эмали нитроглифтале-вые, эмали и лаки перхлорвиниловые пригодны для изделий, находящихся и «а открытом воздухе, но наносить их надо по грунтовому покрытию.
Бесцветными и цветными цапон-лаками покрывают изделия из черных и цветных металлов и стекла, находящиеся в помещении.
Керамические детали радиолюбители применяют только готовые, их обработка и изготовление в домашних условиях невозможны.
Керамика — превос ходный изолятор, если ее поверхность не покрыта пылью. Керамика весьма срочна, но очень хрупка и при незначительной ударной нагрузке может лопнуть.
Резиновые детали обычно защищают узлы аппаратуры от ударов и вибраций (различные виды амортизаторов, в том числе и в виде опорных ножек приборов), для передачи вращения (резиновые пассики в магнитофонах и электропроигрывающих устройствах). В резине, как правило, содержится сера, поэтому детали с серебряным покрытием (особенно контакты) нуждаются в защите при соседстве с резиновыми изделиями. Кроме этого, нужно знать, что резина в замкнутом объеме практически несжимаема, что в отдельных случаях может быть причиной разрушения прочных металлических конструкций.
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ СЛЕСАРНЫХ И СТОЛЯРНЫХ РАБОТ
Слесарные инструменты используют для обработки металла, пластмассы, а также древесины, однако основное назначение — обработка металла; Главное требование к большинству слесарных инструментов заключается в том, чтобы их рабочая часть была острой, без дефектов на режущих гранях. Не менее важно соответствие инструмента характеру процесса и требованиям к качеству обработки.
Листы из мягких металлов толщиной до 2 — 2,5 мм можно разрезать ножницами по металлу (рис. 26). При этом необходимо помнить о том, что разрезаемый лист иногда значительно деформируется и даже последующая его правка не может придать ему прежнего вида. Поэтому целесообразно использовать ножницы только для разрезания небольших листов, деформация в этом случае незначительна. Неплохие результаты получаются, если по контуру разреза лист надрубить зубилом на половину толщины, а затем разломить, после чего обработать напильником.

Рис. 26. Инструменты для разрезания деталей из металла: большая и малая ножовки, шлв-Певка, резак, малые слесарные ножницы
Иногда при раскрое листовых металлов удобна ножовка по металлу. Чаше всего, однако, ею разрезают профильные, штампованные, точеные, литые, 1 не листовые детали.
Ножовки бывают большие, малые и так называемые шлицовки. Большая и малая отличаются длиной полотна и размерами зубьев. Для мелких работ может быть полезной шлицовка, ею удобно делать-юлицы на головках винтов, узкие щели и пропилы. Вид ножовок показан на рис. 26. Тонколистовые пластмассы обычно разрезают стальным резаком. По кон-|уру разреза проводят его лезвием (по стальной линейке) до тех пор, пока глубина канавки не превысит половины толщины листа. После этого лист кладуг Ва край стола и резким движением разламывают его по канавке. Резак можно выточить на точильном станке из ножовочного полотна.
Излишки материала с заготовок деталей обычно снимают напильником, представляющим собой полосу из закаленной стали с крупной или мелкой на-речкой на поверхности. Для грубой обработки используют напильники с крупной насечкой — драчевые. Грубую обработку мягких материалов и древесины ведут рашпилем — напильником с насечкой в , виде зубцов. Большинство деталей обрабатывают напильником с крупной и средней насечкой. Реже бывают нужны напильники с мелкой насечкой — «бархатные:». Для обработки мелких деталей используют надфили — маленькие напильники различной формы. Они тоже имеют разную насечку.
I По форме поперечного сечения напильники и надфили бывают квадрат&ыми, треугольными, прямоугольными, круглыми, сегментными, двусегментны-Ми, ромбическими и другими. Некоторые разновидности напильников и надфилей показаны на рис. 27.
Отверстия диаметром до 10 мм сверлят обычно ручной дрелью, в патрон которой устанавливают спиральное сверло соответствующего диаметра (рис. 28). Отверстия большого диаметра (20 — 100 мм) прорезают центробором (рис. 29), зажатым вместо сверла в сверлильный станок. Не следует заменять сверлильный станок ручной или электродрелью — это может привести к травме и ; порче обрабатываемой детали.
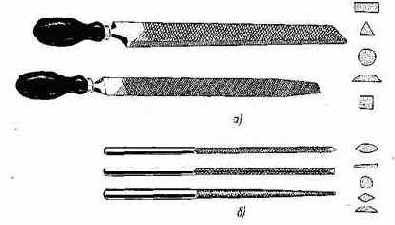
Рис. 27. Напильники (а) и надфили (б) разной формы
Для нарезания резьбы в отверстиях (внутренней резьбы) используют метчики.
Метчик для работы фиксируют в квадратном отверстии воротка. В ком плекте на каждый размер резьбы может быть два или три метчика с номерами 1, 2 или 1, 2, 3. Они имеют разную глубину резьбы и используются последовательно. При нарезании резьбы метчиком необходимо его ввинчивать попеременно (например, пол-оборота по часовой и одну-две четверти оборота против часовой для того, чтобы освобождать нарезаемое отверстие от стружки). При нарезании резьбы (особенно в вязких материалах) метчик необходимо смазывать машинным маслом. Главное — осторожность и постепенность выполнения операции. В радиолюбительском комплекте обязательно должны быть сверла для нарезания резьбы в резьбовых соединениях (табл. 11).
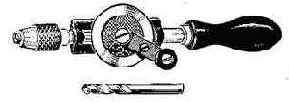
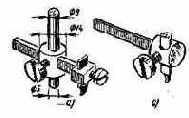
Рис. 28. Дрель ручная и спиральное сверло
Рис. 29. Центробор с фрезерованным (а) и точеным (6) вкладышем
Для нарезания резьбы на винтах используются плашки. Это круглые гайки из закаленной стали с тремя (или более) отверстиями для выхода стружки. Плашку при нарезании резьбы укрепляют в воротке, который в данном случае принято называть плашкодержателем.
Для установки винтов с потайной головкой отверстие зенкуют на нужную глубину зенкером (сверлом специальной формы) или фрезой с углом заточки 90°. Радиолюбители часто используют для зенкования обычные сверла, переточенные под углом 90° (стандартный угол заточки 120°).
При слесарной обработке детали ее необходимо надежно закрепить, иначе она может сдвинуться, что, с одной стороны, ухудшит качество обработки, а с другой — может стать причиной травмы. Для закрепления деталей служат тиски настольные и ручные (рис. 30), а также струбцины различной формы. Для радиолюбителя лучше всего подойдут съемные тиски с шириной губок 60 — 100 мм, прикрепляемые к столу (или верстаку), либо настольные тиски с резиновой присоской. Полезными могут быть миниатюрные ручные (иногда их называют часовыми) тиски.
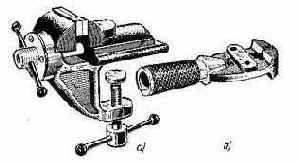
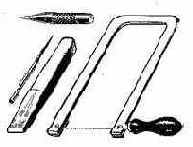
Рис. 30. Тиски слесарные съемные (а) и ручные (б)
